
Easy scanning of printed parts for aircraft interiors Scanning spray improves 3D data capture
To prevent the accidental opening of the plane’s doors after landing, the door locks are secured with an additional cover. To quickly obtain single parts or small batches, additive manufacturing is often used, which does not incur tooling costs. A prerequisite for this is that both the material used and the company that produces the parts must be approved for production by the airline and the competent aviation authority. One of the certified manufacturers of aircraft interior parts is Singapore-based AFS Additive Flight Solutions. The company is EASA POA 21.G certified and produces parts for a variety of airlines. AFS uses dedicated 3D printers to manufacture door handle covers for Boeing, for example. The manufacturing process starts with data capture to prepare the part design.
Data acquisition on the plane itself
To determine the required dimensions for the door mode handle cover, the lock lever to be covered is scanned on the aircraft itself. The challenge here is that the handle is anodized and silver-colored. The slightly reflective surface is difficult to capture with the scanner. Therefore, AFS sprays the handle with a scanning spray beforehand to make the surface matte and visible to the scanner. The scanning spray used is made by AESUB. It is easy and quick to apply. Within a few seconds, a fine, uniform layer is generated on the surface, and the part can be scanned immediately. A further important point when using it on aircraft is that the applied layer evaporates in a short time, which means that neither the handle nor the interior of the aircraft needs to be cleaned. “Because AESUB spray evaporates quickly, scanning can be done inside the aircraft during line maintenance. With AESUB, this turnaround time can be made the most of. “Because it does not contain any pigments, the spray does not pose a danger to passengers, staff or users,” explains Stefan Röding, general manager of Additive Flight Solutions, which uses AESUB spray for a variety of applications.
Using the data determined on the airplane, the design of the cover is developed. A prototype is printed. It is checked using the original door handle to ensure accuracy of fit and functionality of the printed part. If the part meets all specifications, it is approved by the airline’s DOA (Design Organization Approval). The DOA must verify that the part meets aviation requirements. Small batch production begins.
3D Printing with Ultem 9085™
For the 3D printing of the door handle covers, AFS uses high-quality Ultem 9085™ (black). Ultem 9085™ is specifically designed for the production of aircraft cabin parts and meets the requirements for use in aircraft, particularly due to its high strength to weight ratio. Ultem 9085™ has excellent impact and chemical resistance. This high-performance thermoplastic is available in a variety of colors.

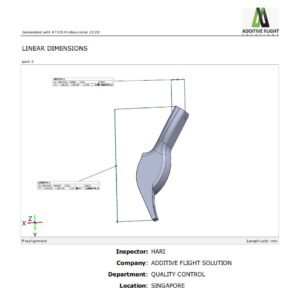
Scan spray of black areas
To check the dimensional accuracy, the printed part is compared with the previously determined CAD data. Since black parts are difficult to scan, the cover was sprayed again with AESUB scanning spray before the scanning process to make it visible. Here again, it is important for the subsequent manufacturing process that the spray evaporates automatically after the scanning process. Neither the part nor the spray environment needs to be cleaned. Also, the scanning equipment is not damaged by the spray layer. This is a crucial difference to many traditional sprays, which adhere stubbornly to the part and are very time-consuming and expensive to remove. This often damages the manufactured part and makes it unusable. This is especially costly for high-quality materials such as ULTEM 9085™. With AESUB, no cleaning of the part is necessary. The time and cost savings make the manufacturing process significantly more efficient.
Scan from every angle
To ensure that the matte door handle cover can be scanned in every detail with the AESUB, it is held in a modular measuring frame for a complete 3D scan. An articulating bracket with tensioners holds the part inside the black frame and allows it to be scanned from all angles. The reference points required for the scan are located directly on the frame, not on the door handle cover. This saves a lot of time, especially when measuring a single part repeatedly, such as in low-volume or pre-production production.
Time savings of 10 minutes per part
The time saving per part is approximately 10 minutes. With a production volume of 200 pieces, this therefore saves at least one working week. The module frame is adapted to the size of the measured object (height and width or diameter). This ensures that the optimum distance from the measuring point to the measured object is always maintained.
The combination of the AESUB Scan Spray and the modular measuring frame significantly accelerates the overall quality assurance process: reliable information on the dimensional stability of manufactured products becomes available more quickly.
home page






